



How to Cut Aluminum on a CNC Router


We’ve done a handful of aluminum projects on our machine but this was the big kahuna: Six sheets of 0.5 inch thick 6061.
This project has been in the works for months and it felt really great to finally make a bunch of chips. Let’s go through what we learned.
If this helped you out, consider Buying Me a Coffee:

Each of these sheet weighs about one hundred and thirty pounds and unfortunately all had cupping and some had a twist too.
CAM
Let’s jump into CAM in Fusion 360. We’ll go through the setup of a couple sheets and go cut some parts.
If the layout looks generously spaced, it is. We probably would have spaced them tighter, the client actually nested these parts and ordered the material. We typically like to control that a little better but at least aluminum is one of the best materials to recycle.

Holes

0.25” HSS Steel
Drilling
5000 RPM; 25 IPM
Peck with chip breaker with partial retract
0.1875” Amana 51476 O’ Flute
Buy at: Amazon / ToolsToday
Drilling/Bore Option
8k RPM; 80 IPM
2D Profiling

0.375” Amana 51484 O’ Flute
Buy at: Amazon / ToolsToday
2D Contour Roughing
12k RPM; 80 IPM; 0.09” DOC
Radial Stock to Leave: 0.01”
Axial Stock to Leave: 0.015”
2D Contour Finishing
12k RPM; 80 IPM; FULL DOC

Let’s go into the setup for Sheet 2.
We’ve set multiple depths - no one pass cutting like plywood - and used a pretty conservative 90 thousandths as our depth of cut.
In our research we’ve found that we are probably being a little too shallow in our depth of cut.

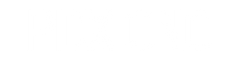
Harvey Tool has put out a bunch of great research on better machining methods. This High Efficiency Machining example shows an optimal full tool axial engagement of the cutter. Unfortunately we had to slot cut our parts from sheet stock. We tried to mimic this High Speed Machining but in a slotting version with many step-downs.
Improve your Tool Setup


Screw Fixturing
We use #2 square screws when needed to fixture to our spoil-board. In this case, we used neoprene backed washers to make sure we didn’t mar the surface of the parts. This gave us great hold on any parts that wanted to pop-up from the cupped material and loss of suction from machined slots.
Hand tighten your screws to prevent tearing out the spoil-board - which is very easy to do.

Air & Lube
Chips and heat kill cutters. To minimize wear on our tools we used a reposition-able air hose set to a low pressure push chips out of the way so we aren’t recutting them. We also found that a healthy dose of WD-40* keeps the cutter from chattering and thus improves life of the tool and quality of the cut surfaces.
*Update: We now know that alcohol (not beer) is a better option than WD-40.

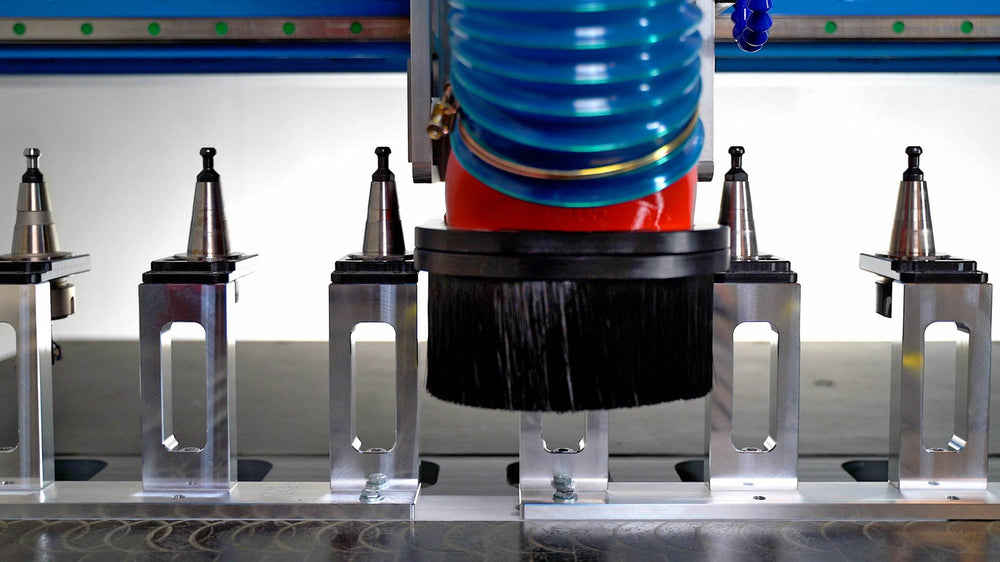
Cleaning Up
Support our content. Pick a way to support PDX CNC.
Support usAluminum machining on a CNC router is not glamorous. Without an enclosure, chips literally fly everywhere. Always wear safety glasses, covering your skin is a nice idea too since the chips are warm.
Tools Used in this Project
Fusion 360 - Free Trial / Subscribe
Amana 51476 O’ Flute 3/16” - https://pdxc.co/amana-51476 (Amazon)
Amana 51484 O’ Flute 3/8” - https://pdxc.co/amana-51484 (Amazon)
Neoprene Washers - https://pdxc.co/neoprene-washers (Amazon)
Bosch 12v Drill - https://pdxc.co/bosch-12v-drill (Amazon)
Multi-screwdriver - https://pdxc.co/multi-screwdriver (Amazon)
Deburr Tool - https://pdxc.co/deburr (Amazon)
Tools We Use - https://pdxc.co/tools

As an Amazon Associate we earn from qualifying purchases.

Portland CNC
Learn the Basics of CNC & CAM
A practical beginner course covering CNC basics, tooling, and Fusion 360 CAM.
View the course
























Leave a comment